
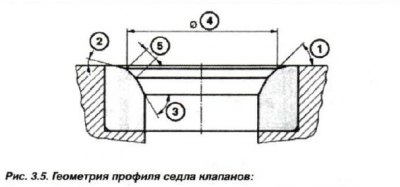
1 - uhol pracovného skosenia; 2 - vonkajší uhol korekcie; 3 - vnútorný uhol korekcie, 4 - kruhový priemer opornej plochy sedla ventilu; 5 - šírka pracovného skosenia sedla ventilu
Technológia lapovania sediel ventilov je identická pre všetky motory. Ventily by sa mali brúsiť iba k sedlu pomocou jemnozrnnej brúsnej pasty. Lapovanie ventilových sediel sa uskutočňuje rotačným pohybom s častým oddeľovaním ventilu od sedla a jeho otáčaním. Na držanie ventilu sa používa nástroj «00.3.520» alebo «00.3.580» (ryža. 3.6). Po lapovaní opatrne odstráňte stopy brúsnej pasty.

Skontrolujte kvalitu brúsenia pomocou kontaktnej plochy a naplnenia kotúča ventilu petrolejom. Únik paliva cez vedenie ventilu nie je prípustný, je potrebné opätovné lapovanie.