
scaune supapelor (vezi fig. 3.5) sunt fabricate din oțel austenitic pentru metalurgia pulberilor și nu pot fi înlocuite. Dacă există semne de arsură sau de uzură care nu pot fi îndepărtate prin șlefuire, se înlocuiește toată chiulasa.
Tabelul 5.3. Caracteristicile scaunelor supapelor
Parametri | Scaun supapei | |
| admisia | bal | |
| Motor de model « N62 B44» | ||
| Diametrul scaunului supapei, mm | ||
| - nominală | 34,5 | 28,4 |
| - admiterea | de la 0,00 la +0,1 | |
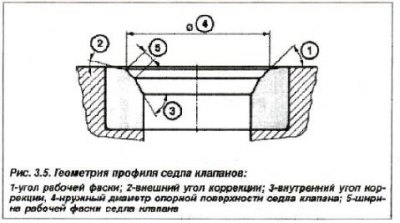
| Unghi de teșire de lucru, grade | 45 | |
| Unghi de corecție, exterior | 15 | 15 |
| Unghi de corecție, intern | 60 | 60 |
| Lățimea teșirii de lucru, mm | 1,25 ± 0,25 | 1,65 ± 0,25 |
În acest caz, este necesar să se mențină dimensiunea maximă admisă. Dacă această dimensiune este depășită, atunci fiabilitatea compensării decalajului în timpul funcționării ridicătorilor hidraulici este încălcată. Scaunul supapei este rotit (fiind reparat) până când se obține un plasture de contact sigur. Scaunele supapelor au o îngustare suplimentară - unghiul de corecție externă. În timpul procesării, unghiul de corecție extern trebuie menținut la 15°.
Tehnologie pentru leparea scaunelor supapelor și verificarea ghidajelor supapelor (vezi fig. 3.7) identic pentru toate motoarele.

Distanța maximă admisă (în timpul operației), între tija supapei (diametru 6,0 mm) iar manșonul de ghidare nu trebuie să fie mai mare de 0,5 mm.
Atenţie! Ghidajele supapelor nu sunt disponibile ca piese de schimb.