
gniazda zaworowe (patrz ryc. 3.5) są wykonane z austenitycznej stali metodą metalurgii proszków i nie można ich wymienić. Jeśli występują oznaki spalenia lub zużycia, których nie można usunąć przez szlifowanie, wymienia się całą głowicę cylindrów.
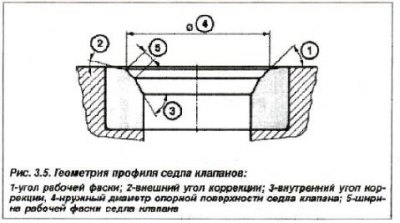
Tabela 5.3. Charakterystyka gniazd zaworowych
Parametry | Gniazdo zaworu | |
| wlot | bal maturalny | |
| Model silnika « N62 B44» | ||
| Średnica gniazda zaworu, mm | ||
| - nominalny | 34,5 | 28,4 |
| - wstęp | od 0,00 do +0,1 | |
| Roboczy kąt fazowania, stopnie | 45 | |
| Kąt korekcji, zewnętrzny | 15 | 15 |
| Kąt korekcji, wewnętrzny | 60 | 60 |
| Robocza szerokość fazy, mm | 1,25 ± 0,25 | 1,65 ± 0,25 |
W takim przypadku konieczne jest zachowanie maksymalnego dopuszczalnego rozmiaru. Jeśli ten rozmiar zostanie przekroczony, naruszona zostanie niezawodność kompensacji szczeliny podczas działania podnośników hydraulicznych. Gniazdo zaworu jest docierane (naprawiany) aż do uzyskania niezawodnej powierzchni styku. Gniazda zaworów posiadają dodatkowe przewężenie - kąt korekty zewnętrznej. Podczas obróbki zewnętrzny kąt korekcji musi być utrzymywany na poziomie 15°.
Technologia docierania gniazd zaworowych i sprawdzania prowadnic zaworowych (patrz ryc. 3.7) identyczne dla wszystkich silników.

Maksymalny dopuszczalny prześwit (podczas operacji), między trzpieniem zaworu (średnica 6,0 mm) a tuleja prowadząca nie powinna przekraczać 0,5 mm.
Uwaga! Prowadnice zaworów nie są dostępne jako części zamienne.