
Uwaga! Gniazd zaworowych nie można wymienić, ponieważ są instalowane schłodzone do -150°C.
Docieranie gniazda zaworu jest wymagane, jeśli nosi ono ślady zużycia, przepalenia lub jeśli prowadnica zaworu została poddana obróbce mechanicznej. Konieczne jest przestrzeganie wartości kątów i szerokości fazy roboczej. W tym przypadku zewnętrzna średnica gniazda zaworu odpowiada zewnętrznej średnicy samego zaworu. Przy prawidłowej obróbce gniazd zaworów i instalacji nowych zaworów docieranie gniazd w głowicy cylindrów nie jest wymagane.
Zawory należy docierać wyłącznie pastą drobnoziarnistą, do docierania należy używać przyssawki zakładanej na płytkę zaworu. Podczas szlifowania konieczne jest okresowe podnoszenie zaworu przy jednoczesnym obracaniu go w kółko. Pomoże to uniknąć pojawienia się rowków na docieranej powierzchni.
Uwaga! Po docieraniu usuń pozostałą pastę z zaworu i osadu alkoholem.
Gniazdo zaworu należy docierać w następującej kolejności. Wyjmij i zdemontuj głowicę cylindrów. Za pomocą narzędzia wykończ powierzchnię gniazda zaworu głowicy cylindrów «00.3.520» (patrz ryc. 3.6) Lub «00.3.580» zgodnie z zaleceniami producenta silnika.

Po obróbce powierzchni nośnej gniazda zaworu średnice zewnętrzną i wewnętrzną należy doszlifować frezem korekcyjnym na podane wymiary, aż do uzyskania szerokości (5, patrz ryc. 3.5) powierzchnia gniazda zaworu, patrz Dane techniczne.
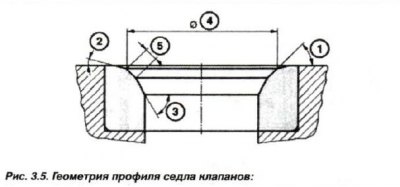
1 - kąt fazy roboczej; 2 - zewnętrzny kąt korekcji; 3 - wewnętrzny kąt korekcji, 4 - średnica kołowa powierzchni nośnej gniazda zaworu; 5-szerokość skosu roboczego gniazda zaworu
Jakość docierania sprawdza się po wyglądzie i rozlaniu paliwa (nafta oczyszczona). Aby to zrobić, zawór jest wkładany do głowicy bloku w wolnej pozycji (głowica jest podnoszona przez komorę spalania). Paliwo wlewa się od góry, w ciągu godziny nie powinno płynąć wzdłuż trzpienia zaworu i wychodzić z prowadnicy. W przeciwnym razie powtórz docieranie.