Provjerite tehničko stanje klipova, klipova, klipnjača, školjki ležaja i klipnih prstenova, po potrebi ih zamijenite.
Prije ugradnje izmjerite nazivni zazor između klipa i provrta u bloku cilindra, za što:
- izmjerite promjer klipa mikrometrom na daljinu «A» – 12 mm, od donjeg ruba ruba u ravnini pod kutom od 90°u odnosu na os osovinice klipa, izmjerite mikrometrom promjer čela cilindra u tri ravnine (vrh, sredina i dno) i izračunati prosjek;
- oduzmite promjer klipa od prosječnog promjera cilindra;
- rezultirajuća vrijednost nazivnog razmaka trebala bi biti u rasponu od 0,041–0,077 mm, najveća dopuštena vrijednost, kao kriterij potrebnog popravka kada su dijelovi istrošeni, je 0,15 mm.
Operite nove vijke klipnjače, podmažite motornim uljem, umetnite i pomoću alata «00.9.120» ili «11.2.110» – moment ključem s goniometrom, zategnite vijke u tri paralelna koraka na svakom vijku:
- 1. korak zategnite na 5,0 Nm (0,5 kgfm);
- 2. korak zategnite na 20 Nm (2,0 kgfm);
- Zategnite 3. korak za 70°.
Nakon izvođenja radova koji uzrokuju promjene u izbočenju krune klipa iznad spojne površine bloka cilindra, potrebno je ponovno odrediti debljinu brtvene brtve sljedećim redoslijedom:
- ugraditi brojčanik s mjernim blokom, alat «00.2.530» (riža. 6.87, a) na očišćenu površinu bloka cilindra i postavite indikator na nulu;
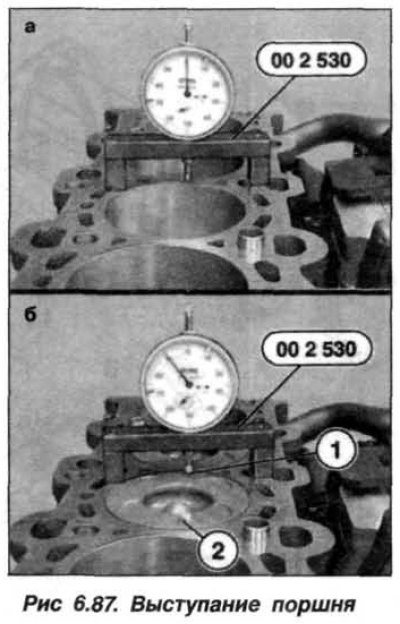
- postavite klip u položaj blizu TDC-a;
- instalirati učvršćenje «00.2.530» na očišćenu površinu klipa na dva mjerna mjesta (1 i 2, sl. 6.87, b), okrećući radilicu pomoću vijka prigušivača vibracija, uzmite maksimalno očitanje indikatora na najvišoj točki podizanja klipa;
- nacrtati i zabilježiti izbočenje glave klipa u točkama (1. i 2) za svih šest klipova;
- najveća vrijednost, od 12 mjerenja, određuje debljinu brtve (1, vidi, sl. 6.3) glave cilindra;
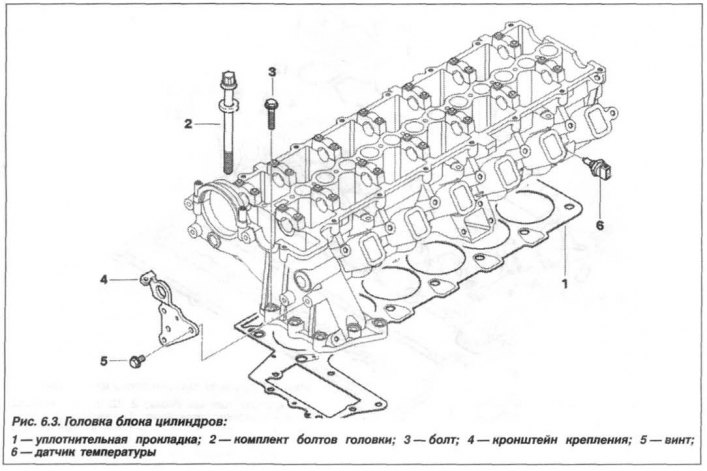
- s izbočinom klipa od 0,92–1,03 mm ugradite brtvu s dvije rupe, s izbočinom klipa većom od 1,03 mm ugradite brtvu s tri rupe.
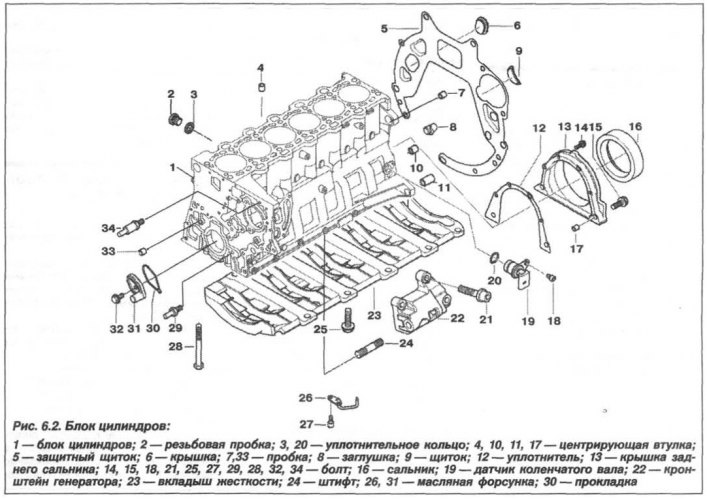
Ugradite ukrućenje (23, vidi sl. 6.2) prema svojoj oznaci, strelica je usmjerena prema razvodnom pogonu.