
Replacing the crankshaft of the engine must be carried out in the following order. Remove the engine, oil sump, oil pump and lower timing cover.
Remove all pistons, drive disc and crankshaft rear oil seal cover. Check crankshaft end play (see fig. 3.87).
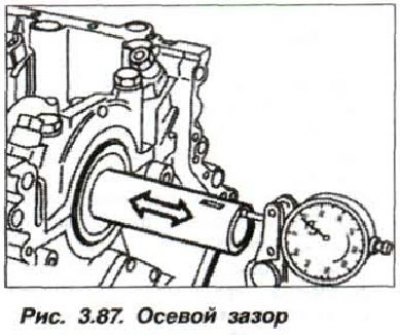
If the permissible axial clearance is exceeded (0.085–0.257 mm), replace the half-rings of the crankshaft thrust bearing shells.
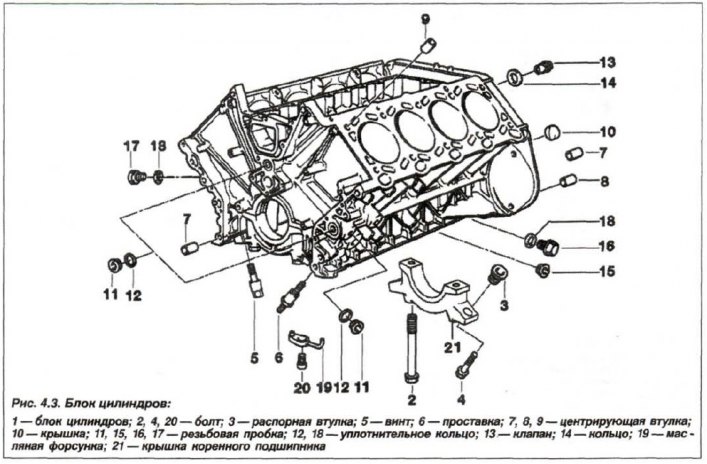
Sequentially loosen all the extreme bolts in the threaded bushings of the lugs of the main bearing caps and unscrew them (10 pieces.). Sequentially loosen all the bolts securing the main bearing caps and unscrew them (10 pieces, fig. 4.81).

Check marking (digitizing in circles, 1–3), if not, then apply it, and remove the main bearing caps 1-5. Main bearing caps 4 and 5 are not marked. Bearing cap No. 5 - thrust. Take out the crankshaft and pay attention to its marking (see fig. 3.73).

Note. In accordance with the diameter of the main journals, the crankshaft has a yellow, green or white marking.
If necessary, remove the sprocket from the crankshaft, for this you should use the tool «11.2.383» (pic. 4.82) mounted on the crankshaft.

The asterisk is removed with a tool «11.2.001», equipped with accessories «11.2.005» And «11.2.004».
The installation of the sprocket must be carried out in a state heated to 150°C. Warm up with an industrial hair dryer or hot plate. Exceeding the temperature is not allowed.
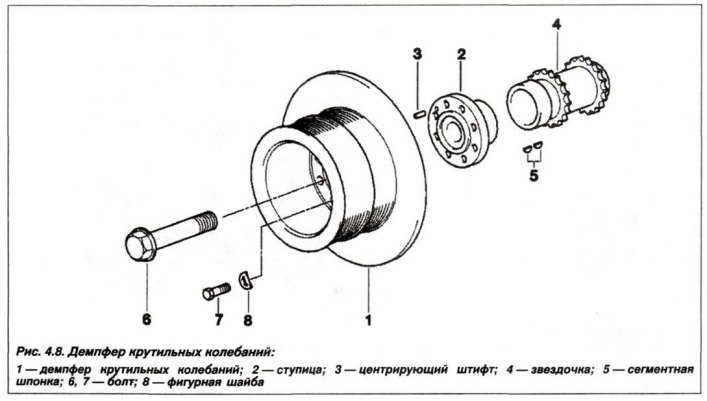
Check the correct seating of the keys (5, see fig. 4.8).
Replace the crankshaft main and connecting rod bearing shells, checking their radial clearance.
The technology for replacing the liners of main and connecting rod bearings is similar to the engine of the model «M54».
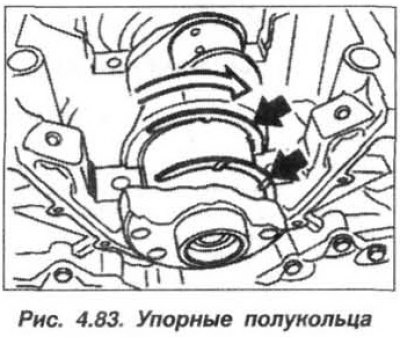
Attention! Strictly ensure that the grooves of the thrust half-rings are turned towards the cheeks of the crankshaft.
The color mark of the liners in the main bearing cap must match the marking of the crankshaft.
Install the thrust bearing half rings so that the grooves (arrows, fig. 4.83) the oil supply was turned towards the cheeks of the crankshaft.
Screw the hexagon socket threaded bushings into the lugs of the main bearing cap.
Note. Main bearing caps (1–3) are marked with engraved numbers. Bearing caps 4 and 5 are not marked.
Using a manometric wrench and tool «00.9.120», tighten all bolts of all main bearing caps in two steps:
- the first time - with a torque of 20 Nm (2.0 kgf·m);
- second time (M10) - tighten by an angle of 70°;
- second time (M11) – turn by 100°.
The value of the radial clearance of the main bearings of the crankshaft should be in the range of 0.020 - 0.050 mm. To adjust the clearance in the bearing, you should use new liners with a different color coding.
Use new main bearing cap bolts, do not wash off their coating. Install and hand tighten the main bearing bolts.
Installed new main bearing cap bolts, tighten to 20 Nm (2.0 kgf·m).
Loosen the thrust bearing cap fasteners (№5). Tap the end of the crankshaft front and back with a mallet or plastic hammer to center the thrust bearing.
Tighten the thrust bearing cap bolts (№5) torque 20 Nm (2.0 kgf·m).
Tighten with tool «00.9.120» all bolts for fastening the main bearing caps to a given angle: M10 bolts - by 70°, M11 bolts - by 100°.
Check crankshaft axial clearance (pic. 3.87), which should be within 0.085–0.257 mm.
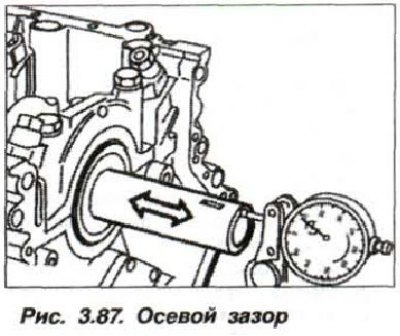
In case of exceeding the permissible axial clearance, check and, if necessary, replace in the following order - bushing (semirings) thrust bearing, crankshaft and crankcase.
Tighten threaded bushings to 10 Nm (1.0 kgf·m), new bolts for fastening the shank of the main bearing cap - a torque of 20 Nm (2.0 kgf·m).
Tighten all main bearing cap bolts to the specified angle of 70°for M10 bolts or 100°for M11 bolts.