
Attention! Pistons and piston pins are paired and cannot be dismantled.
The crankshaft journal bearing cap is machined together with the connecting rod and must not be dismantled. There is a marking on the cylinders and direction.
The connecting rod and bearing cap markings must be on the same side and match.
When assembling, install pistons, connecting rods and bearing shells in the same place and in the same position.
When installing the pistons in the cylinders, in order to avoid breakage of the piston rings, do not apply significant force.
The piston pin must be pushed through the bushing by finger pressure and have no visible play with it.
The pistons must be replaced in the following order. Prepare fixtures «00.9.120», «11.2.110», «11.2.260», «11.2.470» And «11.3.480». Remove the engine, cylinder head, oil pan, oil pump and oil level damper. Loosen the bolts and remove the piston cooling nozzles. Before removing the pistons, in case of heavy oil carbon deposits, remove the oil film from the cylinder walls in the area of the fire zone.
Loosen the bolts (arrows, fig. 3.98) and remove the connecting rod bearing cap.

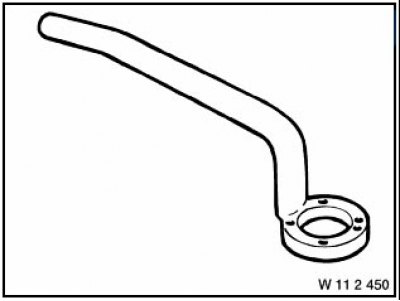
Install tools on connecting rod bolts «11.3.460» (or «11.2.470») (see fig. 3.100) and move the connecting rod with the piston towards the cylinder head, remove this assembly and remove the tools.

Remove retaining ring (6, see fig. 3.11) and push out the piston pin.
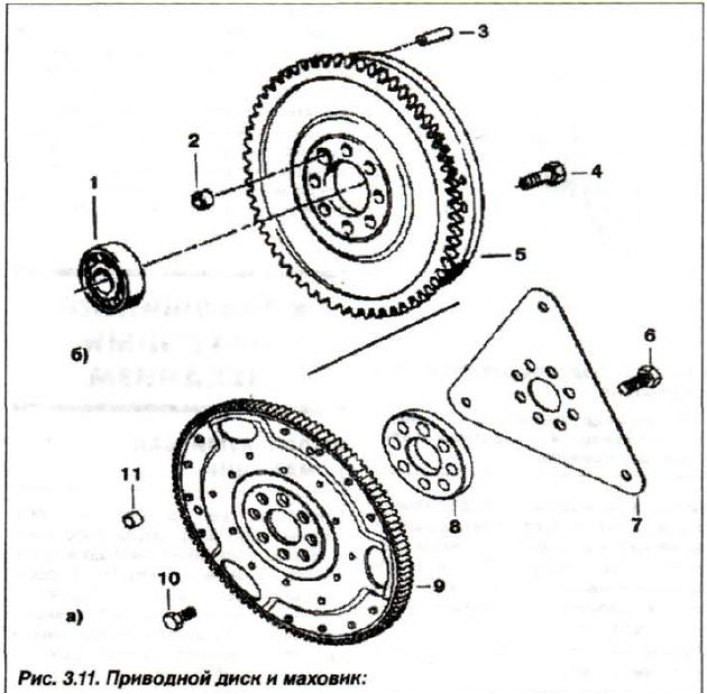
1 - bearing; 2, 11 - centering sleeve (∅14,5); 3 - pin; 4 - bolt (M12x1.5x50); 5 - flywheel; 6 - bolt (M12x1.5x28); 7 - driven disk; 8 - spacer washer; 9 - ring gear; 10 - bolt (M10x17.5)
Check the technical condition of the pistons, pins, connecting rods, bearing shells and piston rings, replace them if necessary. Before installation, measure the nominal clearance between the piston and the bore in the cylinder block, for which:
- measure the piston diameter with a micrometer «A» 8.0 mm, from the bottom edge of the skirt in a plane at an angle of 90°to the axis of the piston pin (5) and offset by 90°in the horizontal plane;
- measure the diameter of the cylinder mirror in three planes with a micrometer (top, middle and bottom) and calculate the average;
- subtract from the value of the average cylinder diameter, the piston diameter;
- the resulting value of the nominal gap should be in the range of 0.01-0.04 mm, the maximum allowable value, as a criterion for the necessary repair when parts are worn 0.15 mm.
The piston pin should be pushed through the connecting rod bushing with finger pressure and have no visible play or binding. Assemble the connecting rod with the piston so that the connecting rod marking is visible in pairing, and the arrow on the piston points to the right (pic. 3.99), to the timing cover.

Install the piston pin circlip in such a way that its lock is located against the recess in the piston.
Install fixtures «11.2.470» on the connecting rod bolts.
Device 11.2.470
Lightly coat pistons and piston rings with engine oil. Align the piston rings so that their locks are located at approximately 120°, while they should not be located above the piston bosses.
Compress the piston rings with a tool «11.2.260» (tie tape), which should fit snugly around the entire perimeter to the surface of the piston.
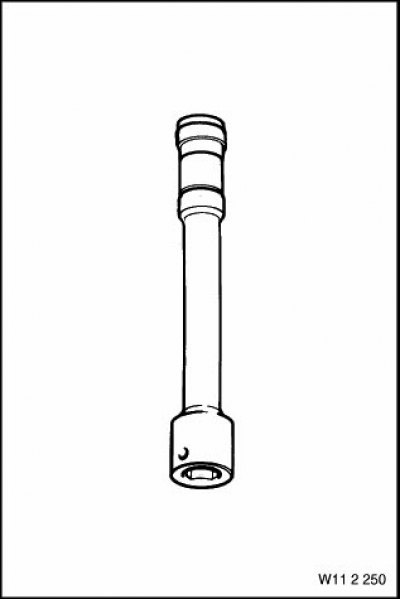
Device 11.2.260
Install the pistons so that «arrow» on the head (bottom) piston pointed towards the timing drive. By pressing the fingers of the hand, insert the piston into the cylinder of the block, do not apply significant force, because of the danger of breakage of the piston rings.
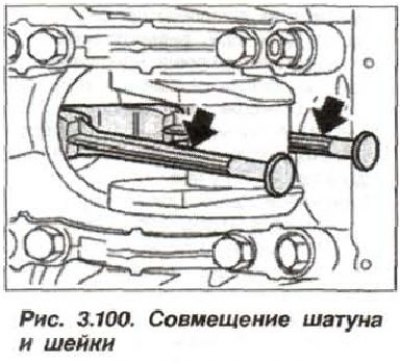
Align crankshaft journal and connecting rod head (pic. 3.100) and remove fixture «11.2.470» (arrows).
Replace the connecting rod bearing shells and lubricate them with engine oil. Install the bearing cover so that the marks («7», see fig. 3.98) matched on one side the numbers of their selection in a pair.

Insert new, clean connecting rod bolts lightly lubricated with engine oil.
Using fixtures «00.9.120» or «11.2.110» (torque wrench with goniometer), tighten both bolts in three parallel steps on each bolt:
- first, tighten to 5.0 Nm (0.5 kgf·m);
- second, tighten to 20 Nm (2.0 kgf·m);
- third, tighten by an angle of 70°.
Attachment 00.9.120
Continue assembling the engine in the reverse order, while replacing the bolts securing the piston cooling nozzles. Coat the threaded part of the bolts with a tool for locking them.