
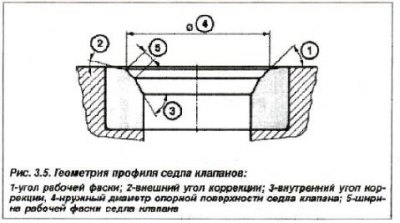
Сядла клапанаў (гл. Мал. 3.5) выраблены з аўстэнітнай сталі, атрыманай метадам парашковай металургіі, і замене не падлягаюць. Пры выяўленні слядоў подгорания ці зносу, не якія паддаюцца выдаленню шліфаваннем, галоўка цыліндраў замяняецца цалкам.
Табліца 5.3. Характарыстыка сёдлаў клапанаў
Параметры | Сядло клапанаў | |
| впускнога | выпускнога | |
| Рухавік мадэлі « N62 В44» | ||
| Дыяметр сядла клапана, мм | ||
| – намінальны | 34,5 | 28,4 |
| – допуск | ад 0,00 да +0,1 | |
| Кут працоўнай фаскі, град | 45 | |
| Кут карэкцыі, вонкавы | 15 | 15 |
| Кут карэкцыі, унутраны | 60 | 60 |
| Шырыня працоўнай фаскі, мм | 1,25±0,25 | 1,65±0,25 |
Пры гэтым неабходна вытрымаць максімальна дапушчальны памер. Калі гэта памер будзе перавышаны, тое парушаецца надзейнасць кампенсавання зазораў пры працы гидрокомпенсаторов. Сядло клапана прыціраецца (рамантуецца) да атрымання надзейнай плямы кантакту. Сядлы клапанаў маюць дадатковае звужэнне - кут знешняй карэкцыі. Пры апрацоўцы кут знешняй карэкцыі неабходна вытрымаць 15 °.
Тэхналогія выканання прыціркі сёдлаў клапанаў і паверкі накіроўвалых утулак клапанаў (гл. мал. 3.7) для ўсіх рухавікоў ідэнтычная.

Максімальна дапушчальны зазор (пры эксплуатацыі), паміж стрыжнем клапана (дыяметрам 6,0 мм) і накіроўвалай утулкай павінен быць не больш за 0,5 мм.
Увага! Накіроўвалыя ўтулкі клапанаў у якасці запасных частак не пастаўляюцца.