
Припои
В зависимости от температуры плавления припои делятся на две группы: низкотемпературные с температурой плавления до 450°C и высокотемпературные с температурой плавления более 450°C. При ремонте автомобилей наиболее часто применяют оловянно-свинцовые, медно-цинковые припои и припои для пайки алюминиевых сплавов.
Оловянно-свинцовые припои представляют собой сплавы олова и свинца с небольшим содержанием сурьмы с температурой плавления до 280°C. Наибольшее распространение получили припои ПОССу25-0,5, ПОССу25-2, ПОССу30-05, ПОС40, ПОС61. Они характеризуются хорошей смачиваемостью поверхности металлов и высокой пластичностью. С увеличением содержания олова в припое повышаются механическая прочность и коррозионная стойкость соединения, но увеличивается стоимость припоя. Бессурьмянистые припои более дорогие, поэтому наибольшее распространение получают малосурьмянистые.
Медно-цинковые припои представляют собой сплавы меди и цинка в различных соотношениях с температурой плавления 800...900°C. Наибольшее распространение получили припои ПМЦ36, ПМЦ48, ПМЦ54, ЛОК62-06-04, Л63, Л68. Все эти припои достаточно жидкотекучи, имеют хорошую смачиваемость поверхности металлов, дают прочные и пластичные соединения, но имеют высокую температуру плавления, сильное испарение цинка и пористость в паяном шве. С увеличением содержания цинка в припоях уменьшается прочность, возрастает хрупкость, но снижается температура плавления.
Для пайки алюминиевых сплавов применяют низкотемпературные припои на основе олова, цинка и кадмия — П200А, П250А. Их применяют при невысоких требованиях к прочности соединений. Припои на алюминиевой основе имеют высокие температуру плавления, стойкость против коррозии и прочность соединения. К ним относятся припои 34А, П590А, П575А.
Флюсы. Прочные и плотные швы могут быть получены, если с поверхностей спаиваемых деталей будут удалены окислы. Для удаления окислов, улучшения смачиваемости основного металла и растекания припоя применяют флюсы. При пайке низкотемпературными припоями черных и цветных металлов применяют хлористый аммоний (NH4CI) и хлористый цинк (ZnCl2), а также различные смеси, куда входят эти и другие хлориды. Для пайки меди и ее сплавов применяют флюс "Прима 1". Для пайки медных проводов в качестве флюса используют канифоль или соединения на ее основе. Для пайки алюминиевых сплавов применяют флюс Ф-134.
При пайке высокотемпературными припоями черных металлов применяют буру и ее смеси с борной кислотой, борным ангидридом и другими компонентами. Широкое применение имеют флюсы ПВ-200, ПВ-201, ПВ-209. Для пайки меди и ее сплавов применяют флюс ПВ-284. Для пайки алюминия и его сплавов применяют флюсы 34А, Ф-3, Ф-5, Ф-17, Ф-380, содержащие хлористые соли калия, лития, натрия и цинка.
Пайка низкотемпературными припоями
Процесс пайки состоит из подготовки деталей к пайке, собственно пайки и обработки деталей после пайки. Подготовка поверхностей к пайке включает тщательную их подгонку друг к другу, очистку от загрязнений и окислов. При очистке используют металлические щетки, напильники, шлифовальную шкурку, шаберы. Поверхности подогревают до температуры плавления припоя, наносят флюс и производят лужение соединяемых поверхностей припоем, для обеспечения хорошего механического сцепления припоя с основным металлом. С целью фиксации взаимного расположения деталей и обеспечения зазора между соединяемыми поверхностями в пределах 0,05...0,20 мм их прижимают друг к другу при помощи тисков или струбцин. Пайку выполняют при температуре, превышающей температуру плавления припоя на 40...50°C. Ее осуществляют медным паяльником, нагретым до необходимой температуры или погружением деталей в тигель с расплавленным припоем.
Сложность пайки деталей из алюминиевых сплавов связана с трудностями удаления и разрушения окисной пленки. Применение активных флюсов, разрушающих окисную пленку, вызывает опасность коррозии паяных соединений. Последующая промывка соединений от остатков флюса не всегда эффективна и возможна. В связи с этим пайку алюминиевых сплавов производят бесфлюсовыми способами при помощи абразивного и ультразвукового паяльников.
При пайке абразивным паяльником (рис. 3.30, а) спаиваемые детали подогревают до температуры плавления припоя и затем облуживают поверхность, натирая абразивным стержнем 2, вставленным в паяльник. Абразивный стержень изготавливают прессованием мелкой стружки припоя и измельченного асбеста. Соприкасаясь с подогретой деталью, припой абразивного стержня плавится, и происходят очистка поверхностей спаиваемых деталей от окислов и их лужение под слоем расплавленного припоя. После облуживания детали спаивают обычным паяльником.
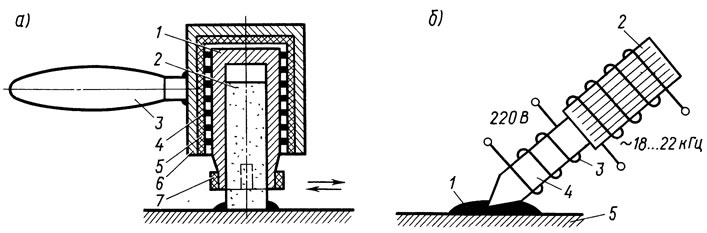
Рис. 3.30. Схемы пайки: а - абразивным паяльником; 1 - втулка; 2 - абразивный стержень; 3 - ручка; 4 - спираль электроподогрева; 5 - теплоизоляция; 6 - кожух паяльника; 7 - зажимная гайка; б - ультразвуковым паяльником; 1 - припой; 2 - излучатель ультразвуковых колебаний; 3 - спираль электроподогрева; 4 - стержень паяльника; 5 - деталь
При пайке ультразвуковым паяльником (рис. 3.30, б) в расплавленном припое 1 возникают ультразвуковые колебания, которые разрушают окисную пленку на деталях, обеспечивая хорошее смачивание поверхностей деталей припоем.
После пайки детали медленно охлаждаются до полного затвердевания припоя. Паяный шов промывают от остатков флюса горячей водой и зачищают от наплывов припоя. Качество пайки обычно контролируют опрессовкой деталей сжатым воздухом или водой.
Низкотемпературную пайку применяют для пайки радиаторов, коллекторов генераторов и стартеров, топливных баков, трубопроводов низкого давления, электрических проводов и др.
Пайка высокотемпературными припоями
Процесс пайки включает подготовку деталей к пайке, нагрев и пайку деталей, обработку деталей после пайки.
Подготовка деталей к пайке включает подгонку соединяемых деталей друг к другу, разделку кромок трещин, изготовление накладок для заделки пробоин, зачистку мест пайки от загрязнений и окислов и т. п. Подготовку осуществляют при помощи молотка, зубила, напильника, шабера, металлической щетки, абразивного круга и др. На поверхности деталей наносится соответствующий флюс и накладывается припой в виде проволоки, пластинки, кольца, изогнутых по форме шва или детали (рис. 3.31).
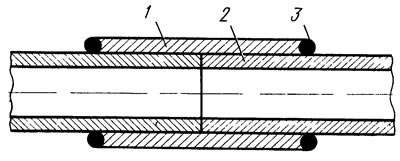
Рис. 3.31. Наложение припоя при пайке трубопровода:1 - муфта; 2 - трубопровод; 3 - припой
Пайку выполняют при температуре несколько выше температуры плавления припоя и выдерживают в течение времени, необходимого для расплавления припоя и заполнения им зазора между деталями. В зависимости от способа нагрева деталей применяют следующие виды пайки: газоплазменную, индукционную, электроконтакт-ную, в печах и ваннах и др.
При газоплазменной пайке деталь нагревают сварочной горелкой. Пруток припоя вводится так же, как и при газовой сварке. Качество пайки высокое, но зависит от квалификации исполнителя в связи с трудностью контроля температуры нагрева деталей, создающего угрозу их перегрева и припоя. Для пайки изделий небольшой толщины применяют безинжекторную горелку ГС-1. Для пайки деталей небольших размеров используют инжекторные горелки малой мощности "Малютка", ГС-2, "Звездочка". При пайке деталей средних размеров используют инжекторные горелки "Москва", ГС-3, "Звезда".
При индукционной пайке подготовленные детали с нанесенными флюсом и припоем помещают в индуктор, питаемый от генератора токов высокой частоты. Обрабатываемые материалы и припои нагреваются теплом, выделяющимся в них под воздействием электромагнитного поля. Способ обладает высокой производительностью и обеспечивает хорошее качество пайки, но требует применения сложного оборудования.
При пайке электросопротивлением (рис. 3.32, а) нагрев осуществляется за счет тепла, выделяющегося при прохождении электрического тока непосредственно через восстанавливаемые пайкой детали и припой. Паять можно на машинах для контактной сварки. Осуществляется пайка без флюса, так как флюсы являются изоляторами. Очень быстрый нагрев обеспечивает высокое качество пайки.
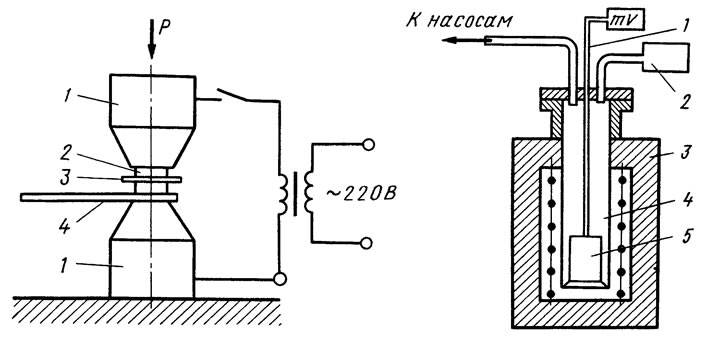
Рис. 3.32. Схемы пайки: а - электросопротивлением; 1 - медные электроды; 2 - напаиваемый контакт; 3 - припой; 4 - деталь; б - в вакууме; 1 - термопара; 2 - вакуумметр; 3 - печь; 4 - контейнер для установки деталей; 5 - нагреваемая деталь
Пайка в печах (рис. 3.32, б) осуществляется в вакууме, в нейтральной и активной газовых средах. Очищенные, обезжиренные и собранные под пайку детали с уложенным припоем помещают в рабочее пространство печи или контейнера, куда подают газ или где создают разрежение. Затем детали нагревают до температуры пайки, которая регулируется термопарой. Пайка в печах обеспечивает высокое качество паяных соединений.
Пайка в вакууме проводится в вакуумных печах при разрежении 10-5 Па. Применять припои, в состав которых входит цинк, не рекомендуется, так как при нагреве в вакууме он сильно испаряется.
Пайку в нейтральной газовой среде чаще всего проводят в аргоне, который подается в герметичный контейнер, нагреваемый в воздушной печи. Аргон обеспечивает защиту металла от окисления. Пайка в среде аргона более выгодная, чем в вакууме, из-за простоты оборудования и сохранности в припое легкоиспаряющихся компонентов.
В качестве активной газовой среды применяют водород и диссоциированный аммиак (азотно-водородную смесь). Для пайки в среде водорода чаще всего используют специальные водородные печи, в которые поступает водород. Для пайки в среде диссоциированного аммиака применяют герметичные контейнеры, нагреваемые в воздушных печах. Газ подается в контейнер. Детали, соединяемые пайкой в печах с герметичными камерами, охлаждают вместе с печью до комнатной температуры.
Пайка погружением в расплавленную соль осуществляется в ванне, в которую погружаются спаиваемые детали с припоем. Расплавленная соль является одновременно теплоносителем и флюсующей средой. В состав расплава входят хлористый натрий, хлористый барий или смеси этих солей. Качество пайки высокое, спаиваемые поверхности защищены от окисления.