
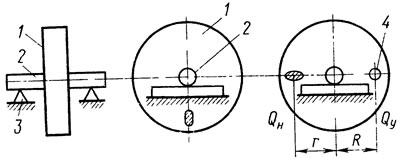
Рис. 2.20. Схема статического уравновешивания детали: 1 - деталь; 2 - оправка; 3 - призма; 4 - груз
Несбалансированность, называемая иногда неуравновешенностью, бывает статической и динамической. При статической несбалансированности центр тяжести детали смещен относительно оси, вследствие чего деталь при вращении на специальном приспособлении, например, на призмах, всегда будет останавливаться в определенном положении ’’тяжелой" стороной вниз (излишняя масса обозначена на рис. 2.20 буквой m). Дисбаланс устраняют снятием металла с ’’тяжелой" стороны или добавлением его к ’’легкой". При этом должно выполняться условие:
где Qн и Qу — силы тяжести, действующие соответственно из центров тяжести неуравновешенной и уравновешенной масс;
r и R — расстояния до центров тяжести соответственно неуравновешенной и уравновешенной масс от оси вращения.
Статическую балансировку дискообразных деталей осуществляют в статическом состоянии на стендах с дисками или призмами (рис. 2.21).
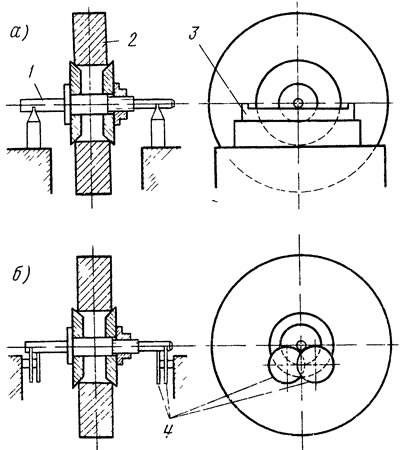
Рис. 2.21. Схема приспособления для статической балансировки: а - на призмах; б - на дисках; 1 - оправка; 2 - балансируемая деталь; 3 - призматические параллели; 4 - дисковые ролики
Динамическую неуравновешенность можно обнаружить только при вращении детали. Динамическую балансировку проводят на специальных станках различных конструкций типа БМ-4У мод. 4274 (масса балансируемого изделия 5 — 2000 кг, наибольший диаметр 800 мм, остаточный дисбаланс 5...20 г·см) и др. (рис. 2.22).
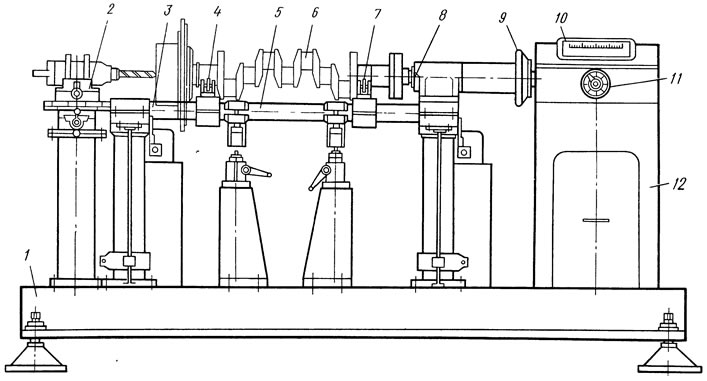
Рис. 2.22. Станок для динамической балансировки коленчатого вала: 1 - станина; 2 - механизм для сверления отверстий; 3 - датчик; 4 и 7 - опорные ролики; 5 - вибрационная зама; 6 - коленчатый вал; 8 - стойка; 9 - градуированный гальванометр; 11 - лимб; 12 - пульт управления