
Седлата на клапаните (вижте фигура 3.5) са изработени от аустенитна прахова металургична стомана и не могат да бъдат заменени. Ако има признаци на изгаряне или износване, които не могат да бъдат отстранени чрез шлайфане, цялата глава на цилиндъра се сменя.
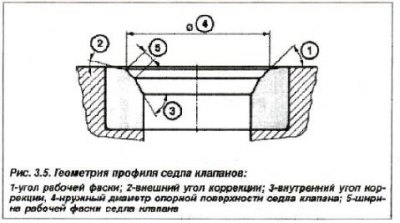
Таблица 5.3. Спецификация на леглото на клапана
Опции | Легло на клапана | |
| вход | абитуриентски бал | |
| Модел на двигателя " N62 B44" | ||
| Диаметър на леглото на клапана, mm | ||
| - номинална | 34.5 | 28.4 |
| - толеранс | 0,00 до +0,1 | |
| Работен ъгъл на фаска, град | 45 | |
| Корекционен ъгъл, външен | 15 | 15 |
| Корекционен ъгъл, вътрешен | 60 | 60 |
| Ширина на фаската, mm | 1,25±0,25 | 1,65±0,25 |
В този случай е необходимо да се поддържа максималния допустим размер. Ако този размер бъде превишен, тогава надеждността на компенсацията на празнината по време на работа на хидравличните повдигачи се нарушава. Седлото на клапана се припокрива (ремонтира), докато се получи надеждно контактно петно. Седалките на клапаните имат допълнително стесняване - ъгълът на външна корекция. По време на обработка външният корекционен ъгъл трябва да се поддържа на 15°.
Технологията за шлайфане на леглата на клапаните и водачите на възвратните клапани (виж фиг. 3.7) е еднаква за всички двигатели.

Максимално допустимата хлабина (по време на работа) между стеблото на клапана (диаметър 6,0 mm) и водещата втулка трябва да бъде не повече от 0,5 mm.
Внимание! Водачите на клапаните не се предлагат като резервни части.