
Черви на основни лагери на коляновия вал
Смяната на черупките на лагерите на коляновия вал трябва да се извърши в следния ред. Подгответе приспособления "00.2.590", "00.9.120" и "11.2.110". Двигателят се разглобява, сваля се коляновия вал и цилиндровата глава. Премахнати са предният ангренажен блок, задното маслено уплътнение и маслената помпа.
Внимание!
- Когато сменяте втулки в картера, монтирайте само втулки с жълта маркировка.
- За да проверите радиалната хлабина в основните лагери, използвайте старите болтове на капачката на основния лагер.
- Когато проверявате хлабината в лагерите, не позволявайте на коляновия вал или биелата да се въртят.
Обърнете внимание на маркировката (жълта, зелена или бяла) и надписа на коляновия вал. Блоковите лагерни черупки имат същите маркировки.
Монтирайте черупката на опорния лагер в блока, като същевременно обръщате внимание на ремонтния размер на основните шейни. В съответствие с диаметъра на главните шийки коляновият вал има жълта, зелена или бяла маркировка.
Класификацията на капачката на лагера е маркирана върху коляновия вал с жълта, зелена или бяла маркировка. Капачката на основния лагер #6 е аксиален лагер.
Проверете радиалната хлабина на основните лагери на коляновия вал с помощта на пластмасов калибровъчен проводник от типа "Plastigage PG1", положен върху почистената от масло шийка на коляновия вал. Технологията е подобна на двигателите "M54" .. "N62".
Радиалната хлабина трябва да бъде между 0,020 - 0,055 mm за опорния лагер и 0,019 - 0,052 mm за всички останали лагери.
Ако е необходимо, за да се коригира стойността на радиалната хлабина в лагера, е необходимо да се използват нови лагерни черупки или черупки с различна цветова маркировка. Диаграмата на приложимостта на облицовките е показана на фигура 6.58.

Монтирайте болтовете на капачката на основния лагер в следния ред:
- затегнете всички болтове на капачката на основния лагер от средата към краищата до 22 Nm (2,0 kgfm);
- развийте болтовете, закрепващи капачката на основния лагер № 6;
- почукайте по предния и задния край на коляновия вал с чук с пластмасова глава, за да разкриете опорния лагер;
- Затегнете болтовете на капачката на основния лагер № 6 до 22 Nm (2,2 kgfm);
- Затегнете всички болтове на капачките на основните лагери от средата към краищата под ъгъл 90°, за което използвайте инструменти "11.2.110" или "00.9.120".
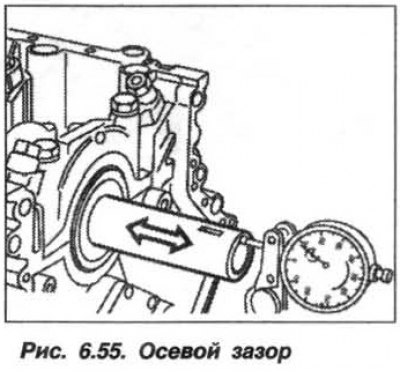
Проверете стойността на аксиалния хлабина на коляновия вал (вижте фиг. 6.55), чиято номинална стойност трябва да бъде в рамките на 0,080–0,234 mm. Ако е необходимо, сменете черупките на опорните лагери, коляновия вал и цилиндровия блок.
Сглобете двигателя.
Челки на щангови лагери
Внимание! Биелните лагери са различни от лагерите с капачки на мотовилката. Обърнете внимание на маркировката на коляновия вал (ремонтни размери).
Проверката на стойността на радиалната хлабина и подмяната на черупките на лагерите на биелата на коляновия вал се извършва по същия начин като подмяната на черупките на основните лагери, като се има предвид следното.
Подгответе инструменти "00.2.590", "00.9.120" и "11.2.110" и отстранете всички бутала. Капачките на биелата и самата биела са сдвоени и не могат да се демонтират.
Капакът на мотовилката е снабден със стандартна вложка от версията Low, червена. В долната глава на свързващия прът е монтирана устойчива на износване вложка с надпис "S" на версията "High", синя. Поставете един червен и един син свободен лист във всяка мотовилка, независимо от цветовата маркировка на мотовилката (стрелки, фиг. 6.59).

Монтирайте буталата в цилиндровия блок и проверете радиалната хлабина между втулките и шийките (фиг. 6.60), която трябва да бъде в рамките на 0,019 - 0,052 mm за всички биелни лагери. Когато проверявате хлабината, използвайте старите капачни болтове на мотовилката. Когато проверявате, поставете буталото в положение BDC.

Проверете празнината по същия начин, както при двигатели "M54" .. "N62", като използвате инструмента "00.2.590" (Plastigage PG-1).
Редът на затягане на болтовете (стари, само за тестване) на капачката на биелния лагер е както следва:
- затегнете болтовете до 5,0 Nm (0,5 kgfm);
- затегнете болтовете до 20,0 Nm (2,0 kgfm);
- Затегнете болтовете на 70° с помощта на инструмент "00.9.120".
Внимание! Когато затягате болтовете, не позволявайте на свързващия прът или коляновия вал да се въртят.
Ако е необходимо, за да коригирате стойността на радиалната хлабина в лагера, използвайте нови лагерни черупки или черупки с различно цветово кодиране. Диаграмата на приложимостта на облицовките е показана на фигура 6.61.

Поставете капачките на биелата. Измийте новите болтове на долните капаци на свързващите пръти на старото освобождаване в керосин и смажете с двигателно масло. Новите освобождаващи болтове имат незаличимо покритие. Затегнете болтовете, както по-горе. Сглобете двигателя.