
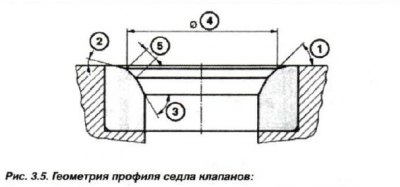
1 - угол рабочей фаски; 2 - внешний угол коррекции; 3 - внутреннии угол коррекции, 4 - кружный диаметр опорной поверхности седла клапана; 5 - ширина рабочей фаски седла клапана
Технология выполнения притирки седел клапанов для всех двигателей идентична. Клапаны притирать к седлу только с использованием мелкозернистой шлифовальной пасты. Притирка седел клапанов осуществляется вращательным движением с частым отрывом клапана от седла и его поворот. Для удержания клапана используется приспособление «00.3.520» или «00.3.580» (рис. 3.6). Следы шлифовальной пасты после притирки тщательно удалить.

Качество притирки проверять по пятну контакта и заливкой тарелки клапана керосином. Вытекание топлива через направляющую клапанов не допустимо, требуется повторная притирка.