
Замена направляющих втулок клапанов
При сильном износе одной из направляющих втулок клапанов (см. предельные размеры при износе в подразделе «Детальные технические характеристики») замените ее.
На холодном двигателе выпрессуйте направляющую втулку оправкой 609, перемещая втулку от верхней части головки цилиндров к камере сгорания.
Проверьте размеры гнезда направляющей втулки в головке цилиндров. Если диаметр гнезда больше заданного (см. «Детальные технические характеристики»), расточите гнездо до одного из больших размеров и установите втулку соответствующего ремонтного размера.
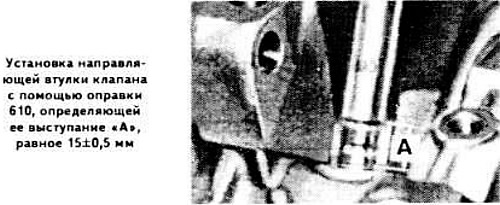
Равномерно нагрейте головку цилиндров до температуры около 200°С (не более), смажые втулку клапана консистентной смазкой и запрессуйте ее оправкой 610 по направлению от верхней части головки цилиндров к камере сгорания до упора оправки в головку цилиндров. Использование оправки 610 обеспечивает надлежащее выступание «А» втулки клапана относительно плоскости головки цилиндров, которое должно быть в пределах 15±0,5 мм (см. фото).
После полного охлаждения головки цилиндров разверните отверстие в направляющей втулке, чтобы обеспечить точное соответствие размера требуемому.
Убедитесь в полной соосности новой направляющей втулки и седла клапана. При необходимости прошлифуйте седло клапана.
С 1978 модельного года на BMW «525», «528» и «528i» замена направляющих втулок клапанов производится с учетом следующего:
- выпрессовывайте направляющую втулку оправкой 111100;
- длина направляющих втулок изменена. Длина старых втулок 52 мм. Новые втулки могут устанавливаться на месте старых.
- запрессуйте направляющую втулку в нагретую головку цилиндров по направлению от распределительного вала к камере сгорания;
- отверстие в оправке 111120 обеспечивает нужную глубину запрессовки (выступание «А» втулки);
- для втулки клапана измененной длины выступание «А» равно 13,5±0,5 мм. Вставьте шайбу толщиной 1,5 мм в отверстие оправки.
Замена седел клапанов
Замена седел клапанов должна проводиться на станции технического обслуживания.
Рассверлите подлежащее замене седло клапана, обращая внимание на точную центровку сверла и избегая съема металла с гнезда седла клапана.
Расточите гнездо седла клапана, выдерживая заданную величину натяга седла клапана в гнездо головки цилиндров (см. подраздел «Детальные технические характеристики»).
Равномерно нагрейте головку цилиндров до температуры 200’С и охладите седло клапана до температуры минус 70*С, погрузив его в жидкий азот.
Запрессуйте седло клапана до его упора в дно гнезда головки цилиндров.
Прошлифуйте рабочую фаску седла клапана.
Шлифование седел клапанов и клапанов
Проверьте состояние рабочей фаски клапанов При мелких повреждениях ее можно прошлифовать, выдерживая надлежащий угол фаски.
Прошлифуйте рабочие фаски седел клапанов вручную или с помощью шлифовальной машинки.
Притрите клапаны к седлам и проверьте герметичность прилегания клапанов к седлам.
После шлифования и притирки седел и клапанов тщательно промойте седла, клапаны и каналы головки цилиндров, продуйте их сжатым воздухом.
Проверьтре герметичность прилегания клапанов к седлам путем заполнения камер сгорания керосином, предварительно ввернув свечи зажигания.